
在鋁模板的產能需求日益增大的情況下,傳統的單機作業模式因生產效率低、人工成本高、加工精度低、廢品率高等制約因素,越來越難以滿足鋁模板行業的快速批量生產需求。
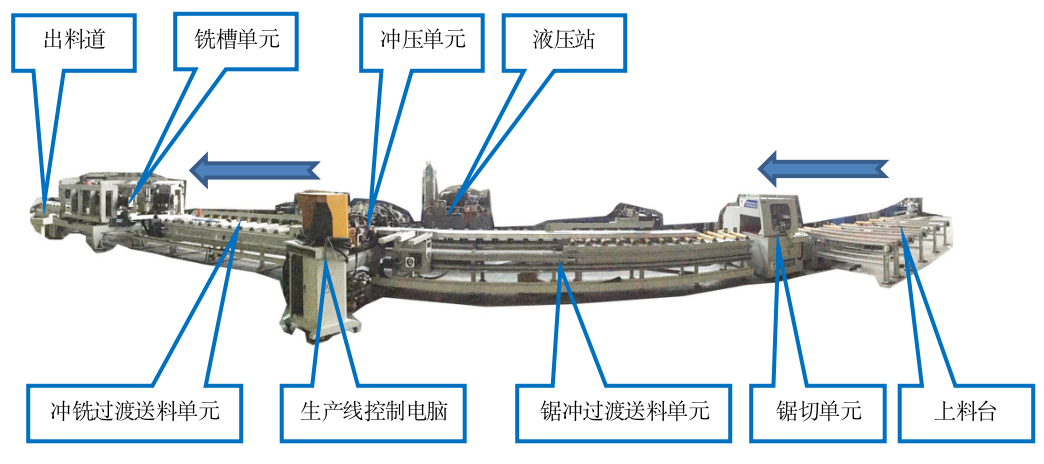
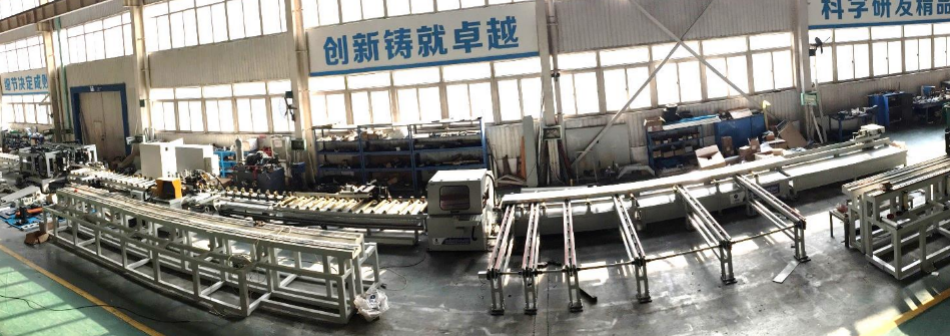
天辰股份最新研發的中國第一臺鋁模板鋸沖銑自動生產線,將鋁模板鋸切、沖孔和銑槽合并在一臺機器上完成,減少了物料的周轉,并極大的減少了加工及周轉的用工人數,滿足了鋁模板中標準平面模板的批量高效生產。
①生產線用途:
主要用于鋁模板中標準平面模板(樓面板、墻板)鋁型材的鋸切下料、兩側面沖孔和銑槽的全自動高效加工。可滿足拉片式鋁模板的批量快速加工。
②生產線技術規格:
⑴加工工序:鋸切下料、連續沖孔、兩側銑槽
⑵適用鋁模板型材寬度:200~600mm
⑶加工鋁模板長度:750~3000㎜
⑷沖孔尺寸:Φ16.5 mm 兩側同時沖孔
⑸銑槽深度:1.75±0.25㎜
⑹銑槽寬度:40㎜
⑺銑槽電主軸數量:12臺
⑻銑槽電主軸功率:2.2 kW
⑼生產線占地面積:35×6m
⑽生產線總功率:85 kW
⑾生產效率:單班8小時約900件/班(以1200×300標準模板為例)
③生產線突出優勢:
⑴、產能大幅提升。相當于兩臺數控鋸床、兩臺液壓排沖和兩臺銑槽機共計六臺單機設備的產能總和;
⑵、節省大量人工。生產線僅用3~4人進行上下料操作,而要達到相同產能時傳統單機模式需13名工人。
⑶、提高加工精度。機械手自動送料、自動切割、自動沖孔、自動銑槽,均由數控系統驅動的高精度齒輪齒條、直線導軌副等運動部件進行精確定位。
⑷、降低勞動強度。僅需人工進行上下料操作,完全省掉了單機作業中的頻繁人工搬運、周轉、翻板沖壓等大量體力勞動。
⑸、操作安全可靠。自動化的作業模式,除上下料外,無需過多人為干預,鋸切、沖孔及銑槽單元均有密封防護罩,確保操作人員安全。
⑹、可實現柔性加工。鋸切尺寸、沖孔銑槽數量及型材寬度變化時,均可通過數控系統的加工程序變更實現自動調整,無需人為調整鋸切定位板及拆裝沖針。并可方便的與后續焊接機器人工序進行數據傳輸及交換,組建鋁模板的智能制造系統。
④與傳統生產模式的對比表:(以2400×500標準模板型材的鋸切、沖壓和銑槽為例)
生產模式 | 設備配置 | 單班 產量 | 操作人員數量 | 人員 年度費用 | 結論 |
傳統單機生產模式 | 2臺液壓排沖、 2臺90°數控單頭鋸床 2臺銑槽機 | 約600件 | 13人 | 約65萬元 | ①?、自動線模式在提高約10%產能的前提下,每年節約人員費用約50萬元,兩年內就可以收回設備的超額投資。 ? ②?、人工成本日益增長,自動生產線類設備的優勢愈發明顯。既提高了生產效率,保證了加工質量,又降低了人員及管理費用和各類用工風險。必將助推鋁模板加工行業的快速發展,引領科技進步! |
自動生產線模式 | 1臺鋁模板鋸沖銑自動生產線 | 約662件 | 2~3人 | 10~15萬元 |
?
?
⑤ 設備主要元器件配置:
☆數控系統:Schneider施耐德
☆伺服電機:Schneider施耐德、INVT英威騰
☆觸摸屏:Schneider施耐德
☆變頻器:Schneider施耐德、INVT英威騰
☆低壓電器:SIEMENS西門子、Weidmüller魏德米勒
☆氣動元件:日本SMC?
☆液壓閥:ATOS阿托斯、華德
☆直線導軌:臺灣HIWIN上銀、PMI銀泰
☆鋸片: WAGEN日本和源
☆銑槽電機:GMT深誼電機
☆減速機:NEWSTART紐氏達特